行業資訊
數控機床工件坐標系偏移的方法
不論是數控車還是數控銑,有時候在加工零件時,需要對工件坐標系進行整體平移或偏移。這樣可簡化編程!如何操作呢?依據我個人經驗,有三種方法!
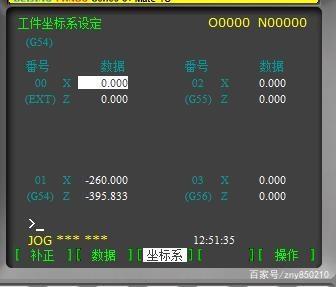
第一種方法,利用系統提供的6個工件坐標系G54~G59。例如,一次裝夾加工六個工件,第一個工件在G54里面對刀,第二個工件與第一個工件在X或Z方向偏移了多少,那你就在G55里面把偏移或平移的量輸入進去即可!其它類推,對刀完畢后,在程序里面選用相應的G54~G59就可以了!
第二種方法,直接采用工件坐標系偏移指令G50X-Z-。例如,工件坐標系想在Z的負方向偏移10mm,直接在程序里寫為G52W-10
第三種方法,可能是大家不太常用的系統參數輸入法,G10P-X-Z-。假如你想把1號刀,往Z的正方向偏移10mm,只需要在程序里面輸入G10P1W10;如果是2號刀只需要把P1改為P2即可!
以上三種方法,選擇一種適合你的方法,去試下在一個軸上切10個槽,參考程序如下:
%O1;G52
M3S800
T0101
G0X52
Z-10
M98P02L10
G52W-60
G0X52
Z2
M5M30
%O2
G0Z-10
G01X40F0.1
G0X52
G52W-10
M99
%O3;G10
M3S800
T0101
G0X52
#1=0
N1Z-10
G01X40F0.1
G0X52
#1=#1-10
G10P1W#1
IF[#1GE-60]GOTO1
G0X100
Z2
M5M30
文章由:數控車床http://www.cjeh.cn/東莞市周氏數控設備有限公司整理提供,此文觀點不代表本站觀點
以上便是數控機床工件坐標系偏移的方法的介紹希望可以幫助到大家,更多的數控知識,請關注我們。
本文標題:數控機床工件坐標系偏移的方法 地址:[ http://www.cjeh.cn/xinwenzixun/xingyezixun/582.html ]
新聞資訊
- 數控車床加工雙頭螺栓10/15
- 數控車床哪個品牌好?性價比高03/24
- 適合數控機床加工的零件有哪些?02/05
- 車銑復合機床大概多少錢一臺?01/09
聯系我們
手機:13649862382
電話:13649862382
郵箱:226284020@qq.com
地址:東莞市大嶺山鎮顏屋村顏蓮路86號鑫峰科技園C棟一樓
微信咨詢:

 226284020
226284020