行業資訊
你以為數控編程很簡單?有了它就能實現
在機械加工這個行業,相信車床占了很大的比重,相對于普通車床來說,數控車床有了更多的優點,于普通車床對比來說,數控車床中的編程使得加工精度更加準確,也省去了手動加工手動換刀等一系列的麻煩。所以數控編程就及其重要,好的程序決定工件是否合格。接下來給大家介紹一下數控車床中的重要組成部分——數控車床操作面板

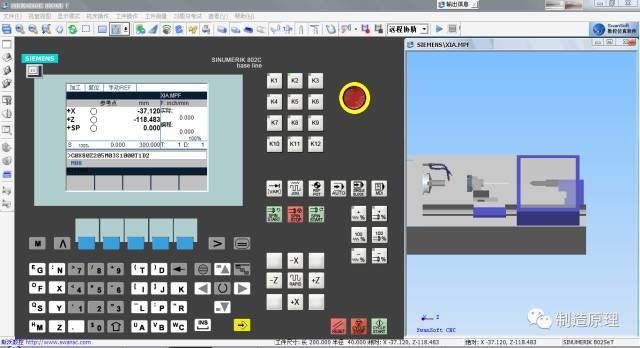
數控車床操作面板是操作人員與數控機床系統進行交互的工具,主要由顯示裝置、NC鍵盤、MCP、狀態燈以及手持單元等部分組成。數控車床的類型和數控系統的種類很多,以及各生產廠家設計的操作面板也不盡相同,但操作面板中各種旋鈕、按鈕和鍵盤的基本功能與使用方法基本相同。本次選用FANUC系統和廣數系統為例,簡單介紹數控機床的操作面板上各個按鍵的基本功能與使用方法。

顯示裝置
數控系統通過顯示裝置為操作人員提供必要的信息。根據系統所處的狀態和操作命令的不同,顯示的信息可以是正在編輯的程序、正在運行的程序、機床的加工狀態、機床坐標軸的指令/實際坐標值、加工軌跡的圖形仿真、故障報警信號等。較簡單的顯示裝備只有若干個數碼管,只能顯示字符,顯示信息也有限;較高級的系統一般配有CRT顯示器或點陣式液晶顯示器,一般能顯示圖形,顯示的信息較為豐富。
NC鍵盤
NC鍵盤包括MDI鍵盤及軟鍵功能鍵等。
MDI鍵盤一般具有標準化的字母、數字和符號(有的通告上檔鍵實現),主要用于零件程序的編輯,參數輸入,MDI操作及管理等。
功能鍵一般用于系統的菜單的操作。
機床操作面板(MCP)
機床控制面板集中了系統的所有按鈕(故可稱為按鈕站),這些按鈕用于直接控制機床的動作或加工過程,如啟動、暫停零件程序的運行,手動進給坐標軸,調整
進給速度等。
手持單元
手持單元不是操作面板的必需件,有些數控系統為方便操作人員使用配有手持單元,用于手搖方式增量進給坐標軸。

接下來介紹一下操作鍵字義
以“A”字母開頭
ABS絕對坐標(在CRT上顯示機床現在的「絕對坐標」X、Z軸的位置)
ALL綜合坐標(在CRT上顯示機床現在的「絕對坐標」X、Z軸和「相對坐標」U、W軸的位置)
ALTER替換/修改(修改存儲器中程序的字符或符號)
AUTO自動操作方式(機床在此方式,機床可自動加工作業)
AUXGRAPH圖形顯示(圖形顯示功能)
以“C”字母開頭
CAN取消鍵(取消已鍵入緩沖器的字符或符號)
數控車床廣數系統操作面板
數控車床廣數系統操作面板
CHECK檢視(軟鍵)
CSTM/GR模擬框圖形
CURRNT單節
CURSOR光標移動鍵(移動CRT里的光標,可至編輯處)
以“D”字母開頭
DELETE刪除鍵(刪除存儲器中程序的字符或符號)
DGNOSPARAM參數鍵(參數設定和顯示,診斷數據顯示)
以“E”字母開頭
EDIT編輯方式(程序編制、修改數據輸入)
EOB分號鍵(分號“;”輸入鍵)
以“F”字母開頭
FWD主軸正轉
以“H”字母開頭
HELP幫助鍵(幫助、助理)
HEDSS手輪
以“I”字母開頭
INPUT輸入鍵(用于參數或偏置值的輸入;啟動I/O設備的輸入;MDI方式下的指令數據的輸入)
INSERT插入鍵(在光標后插入字符或符號)
以“J”字母開頭
JOG手動操作方式(機床在此方式,可手動操作、加工;類似于普通車床加工方式)
以“L”字母開頭
LIB顯示內存(在CRT上顯示機床內存內容)
LOCK鎖(相當于控制某種操作開關)
以“M”字母開頭
MAC-LOCK媒體存取控制鎖(控制媒體存取)
MDI手動數據輸入方式(輸入編制臨用程序)
MEM內存變量文件鍵
MENUOFSET補正鍵(偏置值設定和顯示;同下“OFS/SET”功能一樣,此鍵英文字母根據機床生產地、系統、型號不同而不同)
MESSAGE通訊聯系鍵
以“O”字母開頭
OFS/SET補正鍵(偏置值設定和顯示;同上“MENUOFSET”功能一樣,此鍵英文字母根據機床生產地、系統、型號不同而不同)
ONPUTSTART輸入執行鍵(輸入程序到I/O設備)
OPRALARM故鍵障資料鍵(報警號顯示及軟件操作面板的設定和顯示)
OPTSTOP選擇M01停止(啟動M01指令(M01見M代碼表))
OUTPUTSTART輸出執行鍵(輸出程序到I/O設備)
以“P”字母開頭
PAGE翻頁鍵(CRT畫面向前/向后變換頁面)
POS位置鍵(在CRT上顯示機床現在的位置)
PROG或PRGRM或PRG程序鍵(顯示內存中的程序內容;此鍵英文字母根據機床生產地、系統、型號不同而不同,但功能一樣)
以“R”字母開頭
RAPTDTRAV快速移動(在手動方式,幫助X、Z軸快速移動)
REL相對坐標(在CRT上顯示機床現在的「相對坐標」U、W軸的位置)
RESET復位(按下此鍵,復位CNC系統。包括取消報警、主軸故障復位、中途退出自動操作循環和中途退出輸入、輸出過程等)
REV主軸反轉
以“S”字母開頭
SHFT選擇鍵(在一個操作鍵出現兩個或多個字母或字符時,按此鍵可選擇其中一個字母或字符)
SING(手動)點動(機床在此方式,機床可根據程序內容手動一步一步加工作業;此方式特別是在改變刀具數據、程序、坐標等一些數據后保證安全操作生產用到的較多)
SYSTEM系統注冊表文件
以“W”字母開頭
WORK工件坐標設定
以“Z”字母開頭
ZSN手動回零方式(此方式多用于開啟機床后,機床坐標回零)
速度倍率鍵0%25%50%100%
速度倍率鍵分為三種
①主軸轉速倍率鍵(根據需求選擇轉速速度“S”的倍率)
②G00快速倍率鍵(根據需求選擇G00(G00見G代碼表)快速速度倍率)
③切削速度倍率鍵(根據需求選擇切削速度“F”的倍率)
數控車床中可能用到的單位:km-千米、m-米、dm-分米、cm-厘米、mm-毫米、nm-納米、inch-英尺(1英尺=2.539999918厘米)、hr(h)-小時、min-分鐘、sec(s)-秒鐘、R-圈(可能有些會叫轉)、deg-度(角度)。
內容就是這些了,大家如果發現有不對的地方要及時的糾正并且提醒小編哦。大家也可以選擇用機床做一些意想不到的東西或者做一些有意思的測試,比如之前用來測試剎車的性能,大家多多開動腦筋,或許下一個黑科技就出自你的手里哦!

以上便是你以為數控編程很簡單?有了它就能實現的介紹希望可以幫助到大家,更多的數控知識,請關注我們。
本文標題:你以為數控編程很簡單?有了它就能實現 地址:[ http://www.cjeh.cn/xinwenzixun/xingyezixun/301.html ]
新聞資訊
- 數控車床加工雙頭螺栓10/15
- 數控車床哪個品牌好?性價比高03/24
- 適合數控機床加工的零件有哪些?02/05
- 車銑復合機床大概多少錢一臺?01/09
聯系我們
手機:13649862382
電話:13649862382
郵箱:226284020@qq.com
地址:東莞市大嶺山鎮顏屋村顏蓮路86號鑫峰科技園C棟一樓
微信咨詢:

 226284020
226284020