常見問題
車床切削工具的選用原則有哪些?
現代制造技術的發展及數控加工設備的廣泛使用,極大地推動了切削技術的進步。隨著生產加工過程數控化和自動化的需要,對金屬切削刀具提出了高可靠度、高精度、長壽命、快速轉位更換、斷屑良好等更高要求。刀具結構設計及切削部分的形狀種類變得十分繁多,給機械加工和刀具設計人員合理選擇刀具帶來一定困難。根據不同加工特征選擇所需刀具,對實現高度自動化切削加工或無人加工具有十分重要的意義。下面億達渤潤石化簡單介紹下車就要切削工具的選用原則有哪些:

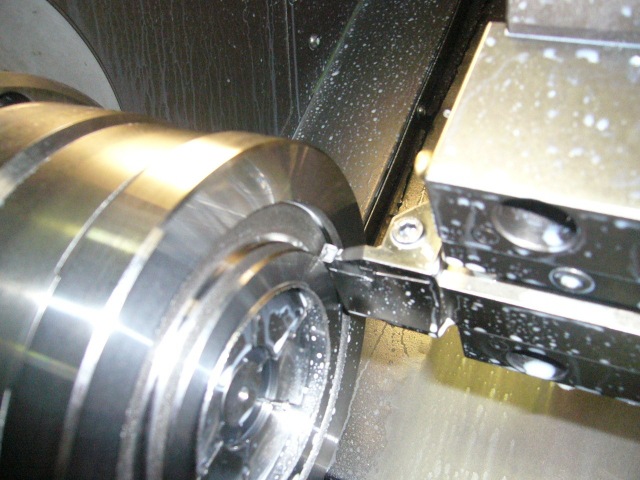
一、可轉位車刀結構
可轉位車刀為廣泛使用的機夾式刀具。它的幾何參數完全由刀片和刀槽來保證,不受工人技術水平的影響,因此切削性能穩定,適合現代化大批量生產使用。
二、車床加工的特征
加工特征是指零件加工過程中與該加工工序相關的加工信息集成。如外圓車削特征可包括起始直徑、最小完成直徑、最大完成直徑、加工長度、刀尖圓弧半徑及工件剛度等特征參數。加工特征能比較準確地描述工件的加工要求,而這些要求是選定機床、夾具、刀具及其工藝參數的前提。由于每種加工特征都需輸入多個特征參數,為使刀具選擇變得簡捷方便。
三、車床加工的方法
根據起始直徑和零件加工完成直徑值將車削加工分為粗加工和精加工兩類,根據零件剛度將其分為剛度高和剛度低兩類。綜合上述要求,將外圓車削加工分為以下四種加工方法:①車削外圓;②車削外圓;③車削外圓;④車削外圓。
四、車刀選擇的原則
加工特征為車削外圓時,因粗加工或半精加工主要是切除多余金屬,切削力較大故應選擇穩固的刀片夾緊方式,刀尖角盡可能選擇大一些,以增加刀尖強度。由于減小主偏角會導致徑向分力增大,當工藝系統的剛度較強時,可適當減小刀具主偏角。小的刀具主偏角能夠增加參與切削的切削刃長度,減少單位長度切削刃的負荷,從而提高刀具的使用壽命。
五、專用切削油的使用
專用切削油是車床切削工藝必須采用的一種介質,在加工過程中主要起到潤滑、冷卻、清洗等作用。由于高速切削對于刀具、設備及工藝的不斷提升,新型切削油通常采用硫化極壓抗磨添加劑作為其核心成分,可以在超高速切削工藝中有效的保護刀具,提高工藝精度。
以上就是選用切削刀具時需要注意的問題,通過不斷的優化刀具、設備、系統和切削油來不斷的提升工藝。億達渤潤石化是高端金屬加工油生產商,自主研發的切削油系列產品采用硫化豬油和硫化脂肪酸酯為主劑配制而成,具有優異的極壓抗磨性能,可以有效保護車床刀具,提升工件表面光潔度,并且大幅度提高加工效率,在實際應用中得到了國內外客戶的一致好評。
以上便是車床切削工具的選用原則有哪些?的介紹希望可以幫助到大家,更多的數控知識,請關注我們。
本文標題:車床切削工具的選用原則有哪些? 地址:[ http://www.cjeh.cn/xinwenzixun/changjianwenti/3648.html ]
新聞資訊
- 數控車床加工雙頭螺栓10/15
- 數控車床哪個品牌好?性價比高03/24
- 適合數控機床加工的零件有哪些?02/05
- 車銑復合機床大概多少錢一臺?01/09
聯系我們
手機:13649862382
電話:13649862382
郵箱:226284020@qq.com
地址:東莞市大嶺山鎮顏屋村顏蓮路86號鑫峰科技園C棟一樓
微信咨詢:

 226284020
226284020